
- The end-of-life of textile and footwear products
- Textile products recycling
- Footwear recycling
- Good practices in recyclability
How is the end-of-life textile and footwear products sector structured ?
Today, 31.4% of the textile and footwear products put on the market are collected in the Voluntary Drop-off Points (VDP), approved by Refashion, to integrate a sorting process. Find all the VDP on the mapping of Refashion
To encourage citizens to do the right sorting, the French law against waste and for the circular economy requires the presence of a sorting info on textile and footwear products from February 2023. To find out more, see our article.
Once textiles and shoes are collected, there are several recovery modes exist for these products : reuse (59.5% of collection), recycling (31.3% of collection) and energy recovery (8.7% of collection). Only 0.5% of the items collected are discarded.
Consequently, the end-of-life CHF (Clothing, Household linen and Footwear) sector is tending towards a circular dynamic, namely thanks to ever-sophisticated recycling and recovery techniques. These techniques differ according to the product and its composition. Charts have consequently been compiled for textiles and footwear.
Recycling in a closed and open loop
There are two different types of recycling: open loop and closed loop. Open loop recycling consists in using recycled material for a different purpose but in order to replace a virgin raw material (recycling of a PET bottle into fleece fibre for example).
Closed loop recycling consists in using recycled raw material for an identical purpose and use, without a functional loss of material (using the material recycled from a pair of jeans to make a new pair of jeans for example). Closed loop recycling is therefore a more circular type of recycling.
Energy generation
A possible solution in order to avoid discarding textiles and footwear when they cannot be recycled is energy generation. One of the main solutions is that of Solid Recovered Fuel (SRF). This consists in shavings manufactured from the non-recyclable fraction of waste (non-hazardous) which are used by industry players (namely in the cement industry) owing to their high calorific power, as a replacement to conventional fossil fuels (fuel and gas for example). SRF are mostly composed of paper, cardboard, wood, plastic and textiles. Energy generation is therefore an alternative to landfill or incineration.
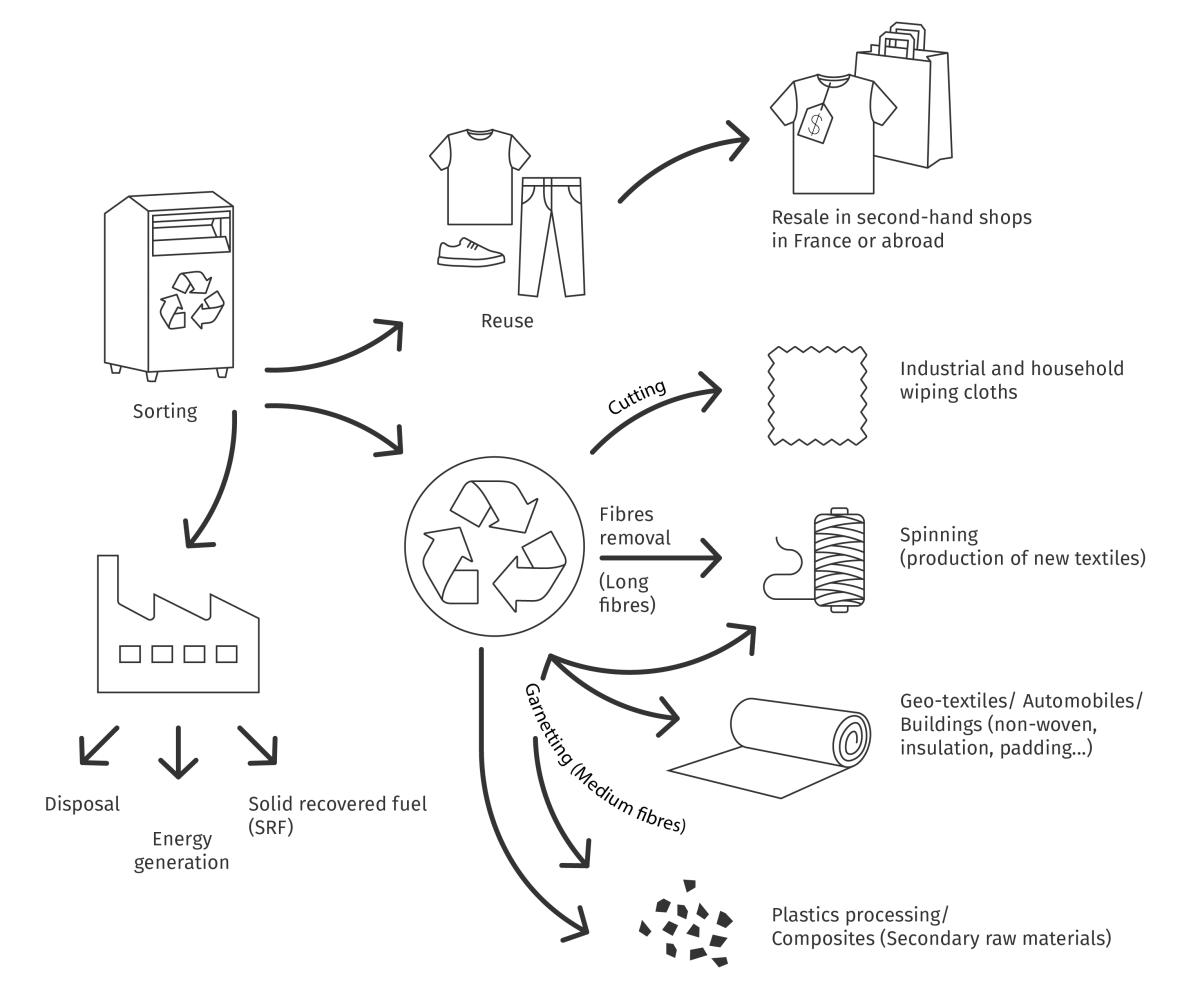
Multiple recycling processes for used textiles
Textile recycling outlets depend on the composition of the material to be recycled (synthetic materials, cellulose materials, blends...). Recycling processes to obtain a new product are therefore just as numerous as the outlets. We can distinguish between two types of recycling processes: mechanical recycling and chemical recycling.
Download the Mapping of products including recycled textiles
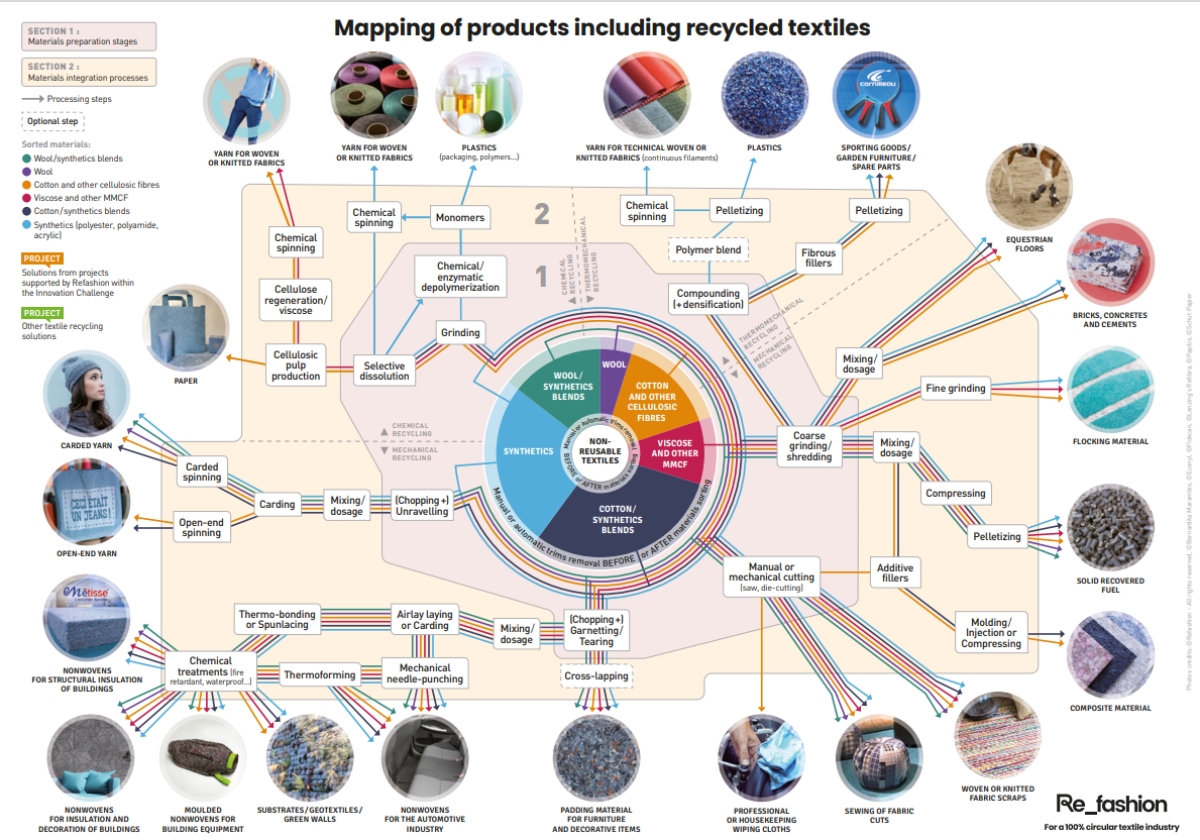
MECHANICAL RECYCLING PROCESSES
-
Melting : synthetic materials can be melted down to return them to a liquid state. They are then transformed into pellets to enable them to be spun. This process permits a recycled thread to be obtained.
-
Cutting : all families of materials can be cut in order to obtain professional cleaning cloths for example.
-
Tearing and shredding : all families of materials can be torn (cut to obtain scraps) then shredded. Shredded material can be used to produce SRF (Solid Recovered Fuel) or can be transformed into pellets to be used in plastics processing industries.
-
Tearing and garnetting : cotton and synthetic materials can be torn and garnetted (cut and stretch process to recover fibres). Garnetted materials are namely used to produce unwoven fabrics.
-
Fibre removal : natural materials or blends composed of natural materials can undergo fibre removal (stretching process to remove fibres). This fibrous material can then be spun (carding then carded or open-end spinning) to enable a recycled thread to be obtained.
Chemical recycling processes
-
La Chemical dissolution : synthetic materials are depolymerised and returned to a monomer state. They are then re-polymerised to obtain a recycled thread. This enables the technical properties of materials to be conserved.
-
La Enzymatic dissolution : cellulose materials (cotton, viscose, lyocell…) undergo an enzymatic treatment to dissolve the polymer in a solvent and consequently re-form a strand by spinning, enabling a recycled thread to be obtained. Deposits can be composed of several materials.
Whilst these technologies are not yet mature and their processes not yet profitable, numerous experiments are in progress.
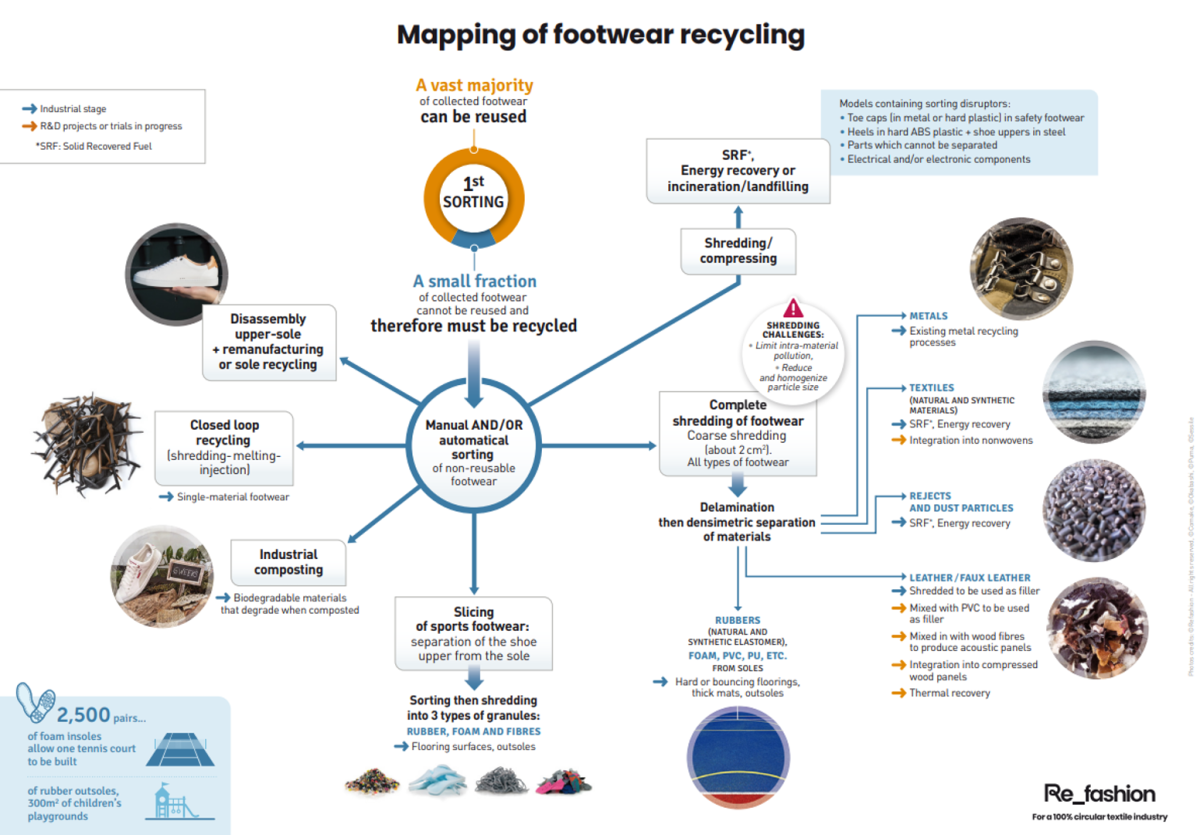
Recycling used footwear: a complex sector
Conversely to textile recycling processes, used footwear recycling solutions are few and far between, namely owing to the complexity of the products and the plurality of the materials used. The separation of materials with a view to their recycling is therefore a veritable problem. Some recycling solutions do exist however :
-
Le Shredding : coarse tearing of the entire shoe then separation of materials in order to recycle them (rubber is used to make soles for example or to create a floor covering)..
-
Le Cutting by slicing : to separate the upper shoe from the sole. Materials are then sorted (rubber, foam and fibres) and transformed into pellets to make new soles or to create a floor covering.
-
Le Industrial composting : biodegradable materials can be transformed into compost.
Download the Mapping of footwear recycling
BRAKES TO RECYCLING
Many elements on products, textiles and also shoes, disrupt recycling. These elements can be internal or external to the products. They are commonly referred to as "hard points". These elements disrupt or even prevent the recycling of products. Indeed, their presence can not only degrade the recycling equipment but also leave impurities in the recycled material.
It is essential to eco-design products and limit disruptors (internal and external) in order to facilitate the recycling of materials. To improve the recyclability of your products there are a few basic principles you can apply.
For textile products :
-
The proportion of elastane in a product should not exceed 5%, and ideally be 2% if elasticity is needed;
-
Favor single-material textiles or at most two-material (staying in the most frequent blends if possible, cotton/polyester, wool/polyamide, etc.);
-
Do not use metallic threads or glitter/sequins;
-
Avoid warp knit and jacquard;
-
Limit aesthetic and functional hard points as much as possible (zippers, rivets, embroideries, buttons, beads, eyelets, etc.);
-
Avoid coatings and limit chemical finishes.
Source : Study on disruptors and facilitators of textile recycling, ENSAIT, 2014
For footwear :
-
Reduce the use of metallic parts;
-
Limit the use of solid plastic parts;
-
Limit the mixture of different material types;
-
Consider the material density to ease their separation;
-
Reduce the use of adhesives where possible;
-
Labelling of the main material types;
-
Avoid non removable electronics components.
Source : Footwear eco-design guidelines to improve recyclability, AIR and SOEX, 2018
