Benoit Jeanneau, (ex) Industrial and Sales Director, NIMROD Composites, heads this WG. The company is specialised in manufacturing composite parts for the Industry and the Aeronautical and Automotive sectors. This strategic choice allows to use the expertise of a high-performance composite manufacturer with a view to developing high added-value composites from recycled textiles.
The working areas of the Composites Working Group
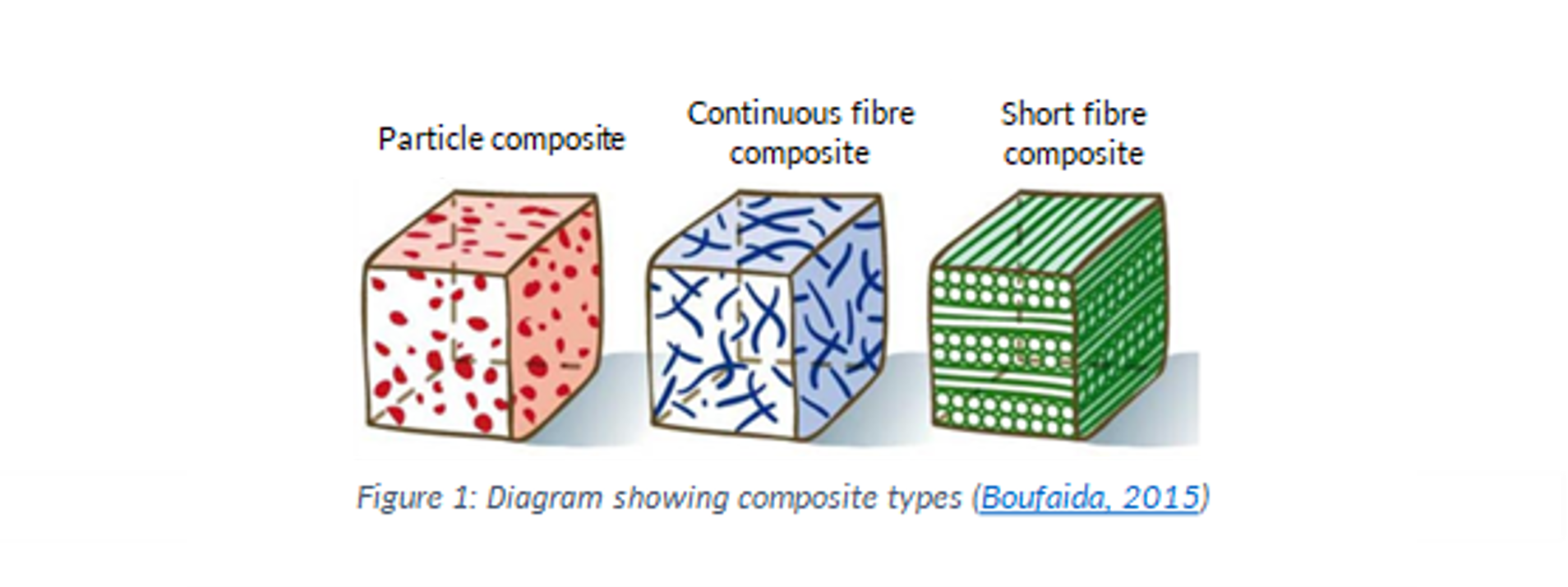
A composite material is a material composed of a matrix (thermosetting or thermoplastic resin) and a reinforcement (glass fibres, carbon fibres, flax, bamboo, etc.). Composite materials have properties that their two constituting components do not have individually. Three types of composites exist (Figure 1) and the WG has decided to focus on the design of continuous fibre composites with a view to integrating recycled yarns into a high added-value composite material.
Four key stages have been identified and implemented by the Composites WG:
Research of recycled yarns made from post-consumer non-reusable textiles ;
Feasibility study of the possible composite manufacturing processes with the selected recycled yarn ;
Testing phase to validate the recycled yarn / composite manufacturing process compatibility ;
Preliminary study on potential end markets.
A state of the art of the composite market and of the different composite manufacturing processes enabled to target the following processes :
Yarn-based processes : pultrusion and filament winding ;
Fabric-based processes : pre-impregnated (pre-preg) and infusion.
End markets include Sports and Leisure, Transport, Medical and Agricultural sectors.
Research of recycled yarns as reinforcement
This is the 1st stage: research and identify a yarn derived from recycled textiles that can be used as reinforcement for the composite manufacturing. The WG started with a preliminary study to harmonize the technical vocabulary used by the textile and composite sector stakeholders. Once done, the required properties for the recycled yarn were defined based on those of fibres traditionally used in continuous fibre composites : glass fibres and carbon fibres. The WG selected the properties shown in Table 1.

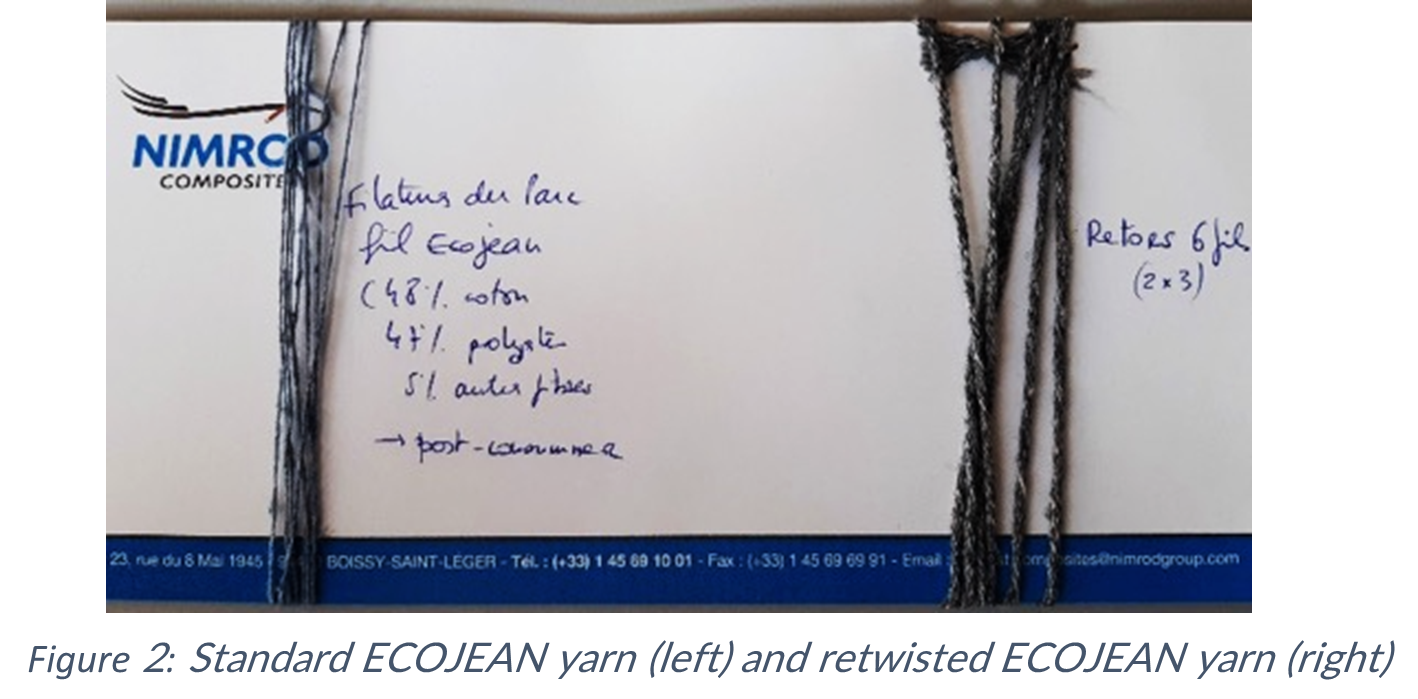
The properties were shared with recycled yarn manufacturers (Filatures du Parc, Recover, Ain Fibres, UTT…) to find the most suitable yarn. Eventually, the 100% recycled ECOJEAN yarn from Filatures du Parc (48% cotton, 47% polyester, 5% other fibres) was selected. The standard yarn did not bring the desired properties for the target application, so it has been retwisted into a 6-ply assembly by Filatures du Parc (Figure 2).
Characterisation tests with the selected yarn
To evaluate the yarn’s suitability for use in a composite, NIMROD Composites manufactured a composite plate (Figure 3) made from the ECOJEAN retwisted yarn and epoxy resin (ratio of 42% of fibres in weight).
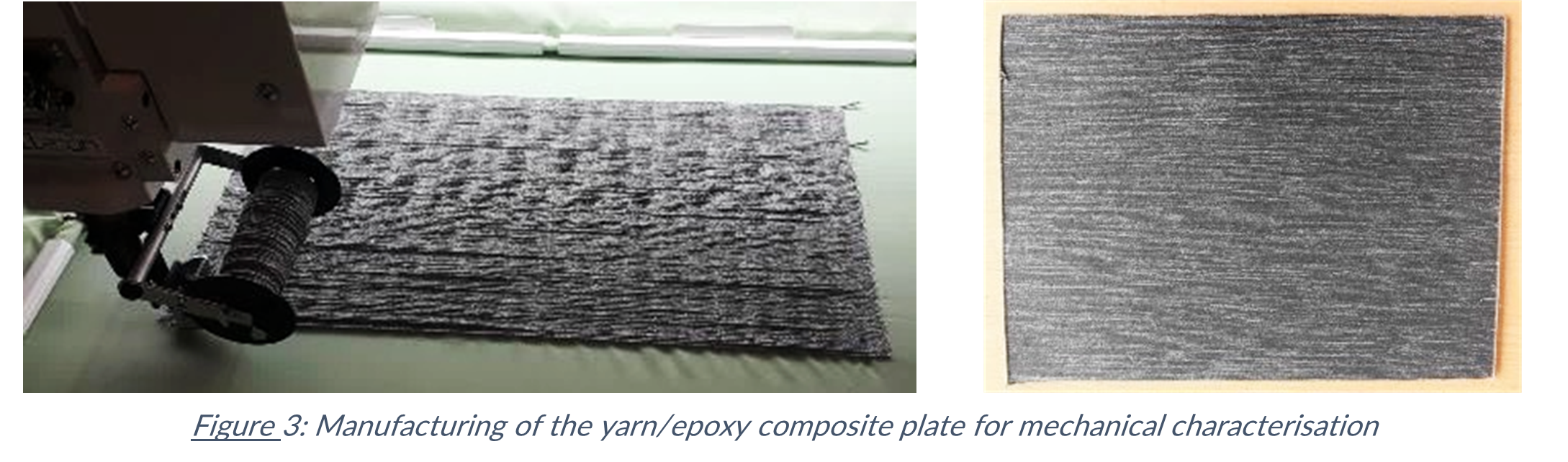
The composite testing laboratory ETIM, a subsidiary of CETIM (Mechanical Industries Technical Centre), conducted several characterisation tests on the resulting composite plate (tensile and bending strengths, shock resistance, density, machinability, etc.). The results show that the manufactured composite material has some interesting properties, close to those of a glass fibre based composite.
Composite manufacturing trials of composites with the recycled yarn
Two manufacturing processes were tested with the selected recycled yarn : filament winding and pultrusion.
a) Filament winding
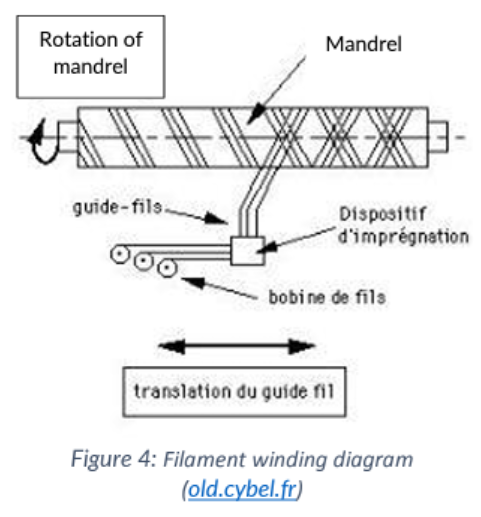
The CETIM in Nantes (France) carried out filament winding trials. This process allows hollow cylindrical parts to be created, that are highly resistant to bending, twisting and internal pressures. The recycled yarn is impregnated with resin (in this case epoxy) via an impregnation device (here a transfer drum). It is then wound around a mandrel in several layers, orientated in different directions (Figure 4).
Four tubes were produced by making three layers of impregnated yarns orientated in different directions:
The 1st layer with an angle of 75° ;
The 2nd layer with an angle of 54° ;
The 3rd layer with an angle of -54°.
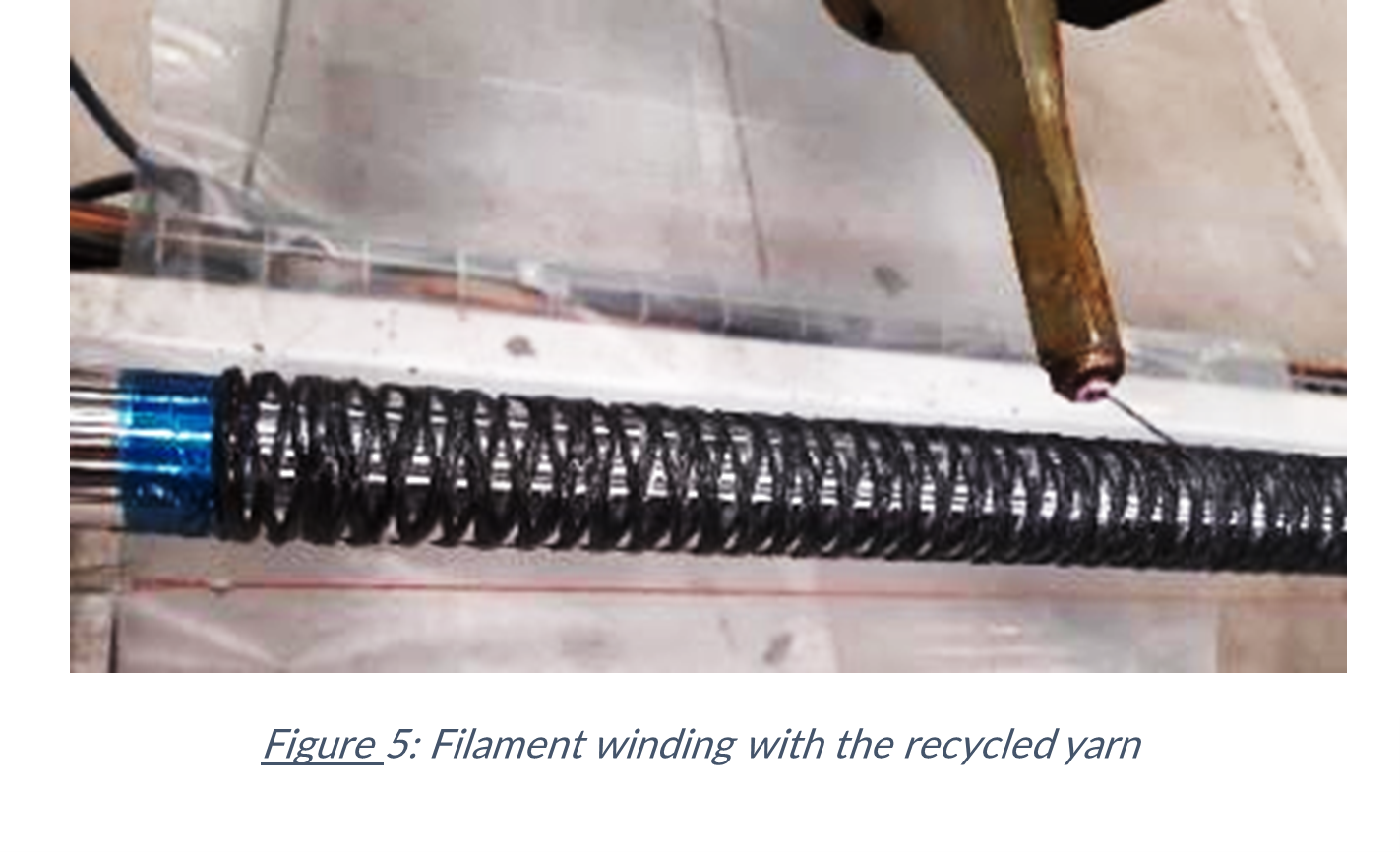
After a few adjustments, filament winding did not cause any issue : the recycled yarn gets easily impregnated, it can withstand tensile strain from the process and be correctly positioned on the mandrel (Figure 5).
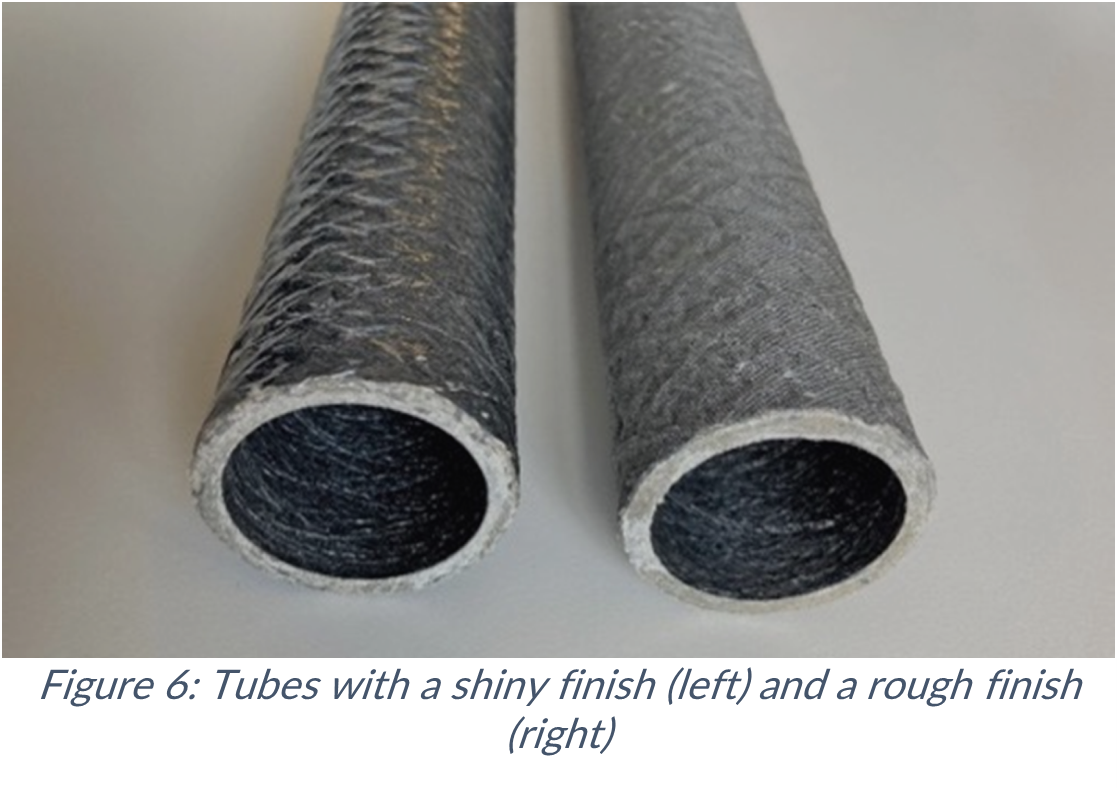
Finally, two different finishes were applied to the tubes (Figure 6):
Finishing with a Tedlar film for a shiny look;
Finishing with a delamination fabric to obtain a rough surface that makes gluing to other parts easier and serves as a non-slip surface.
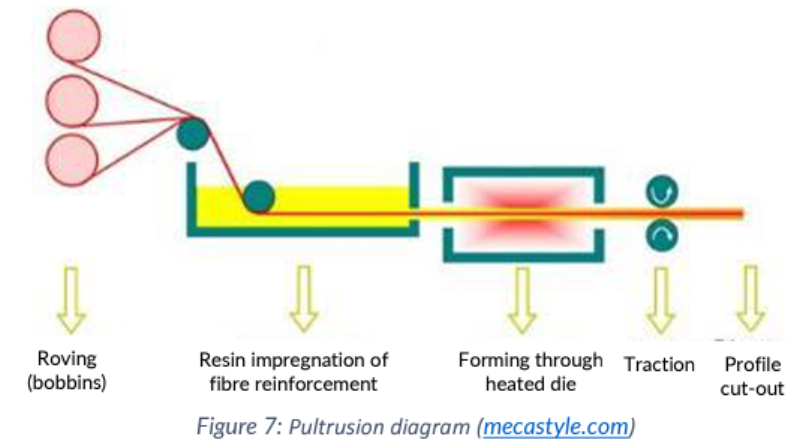
b) « False » pultrusion
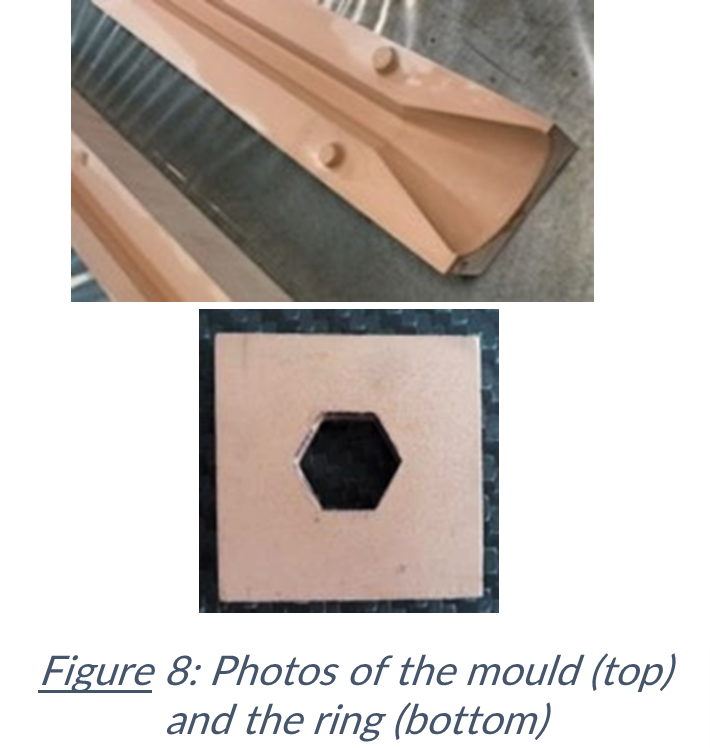
The « false » pultrusion process was realised by NIMROD Composites via manual traction (instead of mechanical traction, whence the name of “false” pultrusion). During this process, fibres are grouped together to form a bundle before being impregnated in a resin bath (Figure 7). The impregnated fibres (here yarns) then enter a die comprised of a mould and a ring (Figure 8) giving its shape to the composite part. Tubes, rods, reinforcements or beams of various sections may be obtained using this technique. The die used here has a hexagonal shape (Figure 8).
For the initial trial, the fibre/resin ratio was 20/80 but the resulting part was not satisfactory. The number of yarns has been increased towards the ideal ratio of 70/30. A satisfactory demonstrator was realised at the 4th trial (Figure 9).

2. Fabric-based composite manufacturing processes
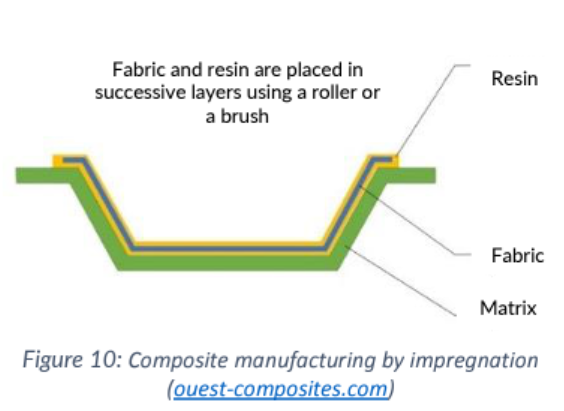
A weave of the recycled yarns has also been produced to evaluate its suitability to be impregnated with resin (manual impregnation).
Once impregnated, the fabric can be shaped into a mould to create a composite part (Figure 10). Weaving was carried out at ENSAIT (Figure 11). The resulting fabric is too dense (600g/m2) : both sides must be impregnated in order to reach a satisfactory impregnation, however this is not feasible on an industrial scale. The fabric needs to be lighter so that it may be impregnated, manually or following other impregnation techniques (weight target : 200 to 400 g/m2).

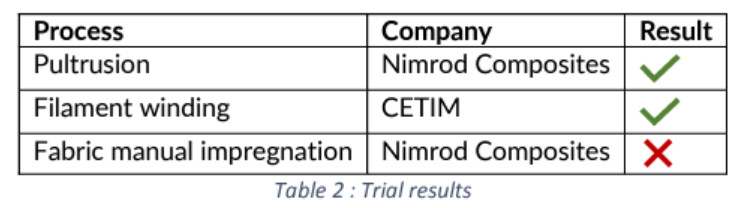
Trial conclusions
In this study, two composite manufacturing trials out of three were conclusive (Table 2). This demonstrates the feasibility of manufacturing composites using recycled yarns derived from post-consumer non-reusable textiles. The WG has therefore developed prototypes with known mechanical properties.
Other experiments may be carried out following this study :
Pursuing weaving trials so to perform fabric impregnation (using a retwisted yarn with fewer plies, or applying a looser weave with the yarn selected for these trials).
Trialling new resin types, such as the Elium® thermoplastic resin or bio-sourced resins (from plant materials, like flax oil);
Trialling other recycled yarns derived from post-consumer non-reusable textiles.
Recyclability of composites
Recyclability of composites remains problematic. Indeed, thermosetting matrices, such as epoxy resins, undergo an irreversible polymerisation : once hardened, the polymer is set. According to the 2022 Guide for the Recycling and Eco-design of Composites (GREC), the main end-of-service life outlet remains energy recovery and SRF (Solid Recovered Fuel). Young companies offer some interesting composite recycling projects but these are very early stages.
Amongst these projects, there are:
The FAIRMAT company uses mechanical recycling to reuse shredded carbon fibre composites into new composites ;
The EXTRACTHIVE company uses chemical recycling to recover carbon fibres without altering their mechanical properties.
The recyclability of a composite manufactured from recycled textiles is a criterion to be considered right at the design stage. This will determine the choice of the ideal matrix on top of selecting the recycled yarn.
Towards industrialisation
Following the performed trials, the target market is the Sports and Leisure sector. Examples of applications include kayak oars, bicycle rims, tent frames, etc. Several companies in the composites sector have been identified for potential industrialisation (Table 3).
|
Retailers network |
Resin producers |
Weaving companies |
|---|---|---|
|
Table 3 : List of identified companies for the industrialisation phase
The Composites WG has enabled new continuous fibre composite manufacturing processes to be trialled from post-consumer non-reusable textiles, thus broadening the scope of possibilities and providing new opportunities for the Sports and Leisure market and ultimately for other markets such as Transports.